

Nylon 66 has good mechanical properties, wear resistance and chemical corrosion resistance, and is widely used in automotive, electronic and electrical fields. However, PA66 is flammable material, and there will be droplet when burning, which has a great safety risk. Therefore, it is of great significance to study the flame retardant modification of PA66. The flame retardant system of PA66 used to be dominated by brominated flame retardants, but brominated flame retardants have been facing serious problems of environmental protection and CTI.
At present, red phosphorus flame retardant can be applied to flame retardant PA66 materials due to its high flame retardant efficiency and excellent cost performance. However, red phosphorus flame retardants in high temperature, air, high humidity and alkaline environment, easy to absorb water, resulting in material acidification. The phosphoric acid will corrode the metal components, resulting in the electrical properties of the product.
In order to prevent the acidification of the red phosphorus reaction, improve the stability of red phosphorus, by far the most effective way is to microcapsule coated red phosphorus, this approach is by means of in-situ polymerization, in the red phosphorus powder surface to form a stable polymer material, so that you can out of contact with the red phosphorus and oxygen and water, and reduces the acidification of the red phosphorus, enhances the stability of the use of material.

However, different coating resins have different effects on red phosphorus flame retardant reinforced nylon. In this study, two red phosphorus flame retardants coated with phenolic resin and melamine resin were selected to study the effects of these two different coating flame retardants on various properties of flame retardant enhanced PA66 material.
The basic composition of the material is as follows: melamine resin coated red phosphorus flame retardant master material (MC450), phenolic resin coated red phosphorus flame retardant master material (PF450): red phosphorus content of 50%. The formulation of flame retardant reinforced nylon 66 is 58% nylon 66, 12% flame retardant master material, 30% glass fiber.
Coated red phosphorus flame retardant enhanced PA66 formula sheet
|
Sample No. |
PA66 |
MC450 |
PF450 |
GF |
|
PA66-1# |
58 |
12 |
0 |
30 |
|
PA66-2# |
58 |
0 |
12 |
30 |
After blending and modification, the PA66/GF30 composite coated with red phosphorus flame retardant was prepared, and the related properties were measured as follows.
1. Flame retardancy, hot wire temperature and relative creepage mark index
|
Sample |
1.6 mm |
Dripping |
GWFI |
GWIT |
CTI |
|
Number |
Combustion grade |
Situation |
/ ℃ |
/ ℃ |
/ V |
|
PA66-1# PA66-2# |
V-0 V-0 |
no no |
960 960 |
775 775 |
475 450 |
It can be seen that both PA66-1# and PA66-2# can reach the flame retardant grade of 1.6mm V-0, and the materials do not drip during combustion. The two kinds of coated red phosphorus flame retardant enhanced PA66 have excellent flame retardant effect. The glow-wire flammability index (GWFI) of PA66-1# and PA66-2# can reach 960℃, and the GWIT can reach 775℃. The vertical combustion performance and glow-wire test performance of the two coated red phosphorus flame retardant materials can reach a very good level.
It can also be seen that PA66-1 is slightly higher than the CTI of # PA66-2#, and the CTI of the two red phosphorous coated flame retardant PA66 materials are above 450V, which can meet the application requirements of most industries.
2. Mechanical property
|
Sample Number |
tensile strength |
bending strength |
impact strength/(kJ/m2) |
|
|
/M Pa |
/M Pa |
Gap |
No notch |
|
|
PA66-1# |
164 |
256 |
10.2 |
55.2 |
|
PA66-2# |
156 |
242 |
10.5 |
66.9 |
Mechanical properties are important basic properties of flame retardant reinforced nylon for its application.
It can be seen that the tensile strength and bending strength of PA66-1# are higher, which are 164 MPa and 256 MPa respectively, 5% and 6% higher than that of PA66-1#. The notched impact strength and unnotched impact strength of PA66-1# are both higher, which are 10.5kJ/m2 and 66.9 kJ/m2 respectively, 3% and 21% higher than that of PA66-1#, respectively. The overall mechanical properties of the two materials coated with red phosphorus are high, which can meet the performance requirements of various fields.
3. Appearance and smell
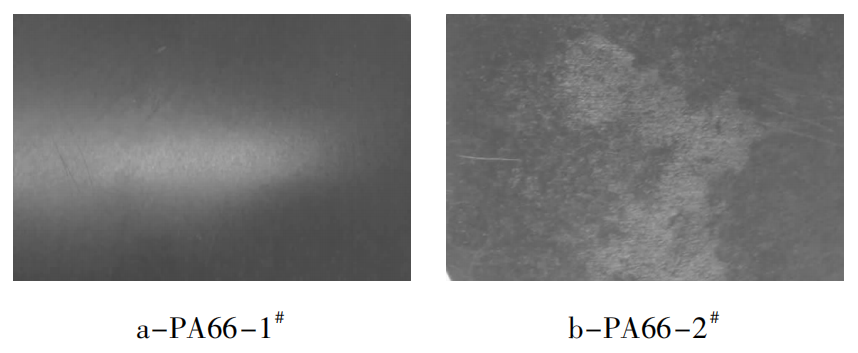
It can be seen from the appearance of two kinds of injection molded samples coated with red phosphorus that the flame retardant enhanced PA66 (PA66-1#) prepared with melamine resin coated with red phosphorus has smooth surface, bright color and no floating fiber on the surface. The surface color of flame retardant reinforced PA66(PA66-2#) prepared by phenolic resin coated with red phosphorus was not uniform and there were more floating fibers. This is mainly because melamine resin itself is a very fine and smooth powder, as a coating layer introduced, will play a lubrication role in the whole material system, so the material appearance is smooth, no obvious floating fiber.
Two kinds of red phosphorus-coated flame retardant enhanced PA66 particles were placed at 80℃ for 2 hours, and their odor size was tested. Pa66-1 # material has obvious odor and strong pungent odor. Pa66-2 # has a small odor and no obvious pungent odor. This is mainly due to the in situ coating polymerization, the amine coated resin small molecules are not easy to remove clean, and the smell of the amine substance itself is large.
4. Water absorption
Because PA66 contains amine and carbonyl groups, it is easy to form hydrogen bonds with water molecules, so it is easy to absorb water when used, resulting in plasticizing effect, resulting in material volume expansion, rigidity decline, and obvious creep under the action of stress.
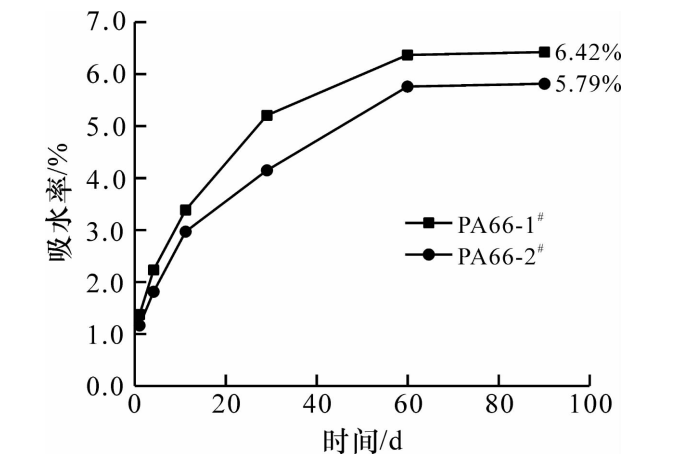
The influence of different coated flame retardant red phosphorus on the water absorption of the material was studied by testing the water absorption of the material. It can be seen that the water absorption of the two materials increases with the increase of time. The initial water absorption of PA66-1# and PA62-2 # is similar, but with the increase of water absorption time, the water absorption of different materials is obviously different. Among them, phenolic resin coated red phosphorus flame retardant nylon (PA66-2#) has a low water absorption rate of 5.8% after 90 days, while melamine resin coated red phosphorus flame retardant nylon (PA66-1#) has a slightly higher water absorption rate of 6.4% after 90 days. This is mainly because phenolic resin itself water absorption rate is low, and melamine resin is relatively strong water absorption, hydrolysis resistance is relatively poor.
5. Corrosion resistance to metal
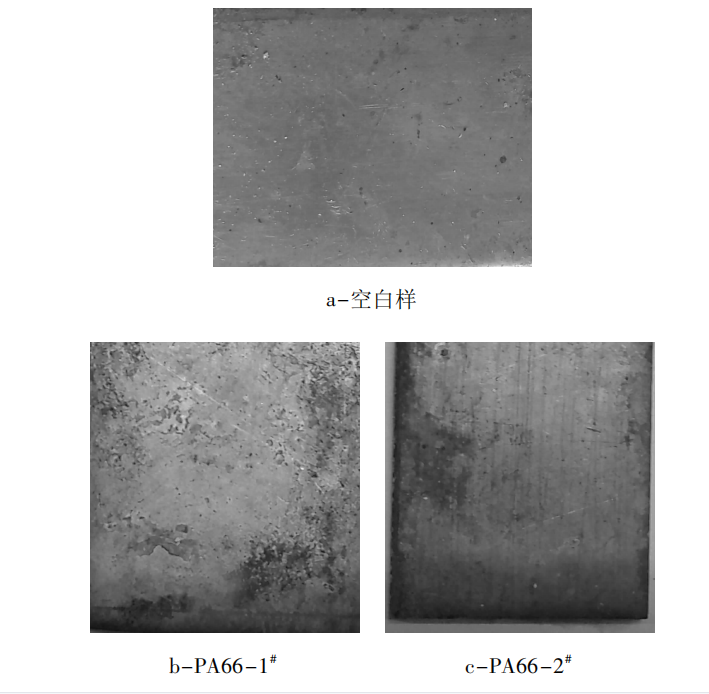
From the blank samples and to different coated red phosphorus flame retardant reinforced nylon material of metal corrosion in figure can see, not to join, the blank sample of modified nylon metal surface corrosion is less, there is a slight air and water vapor corrosion caused by mark, PA66-1 # of metal corrosion is relatively good, the metal surface gloss is better, a few parts have corrosion phenomenon, The metal corrosion of PA66-2# is the most serious, and the surface of the metal sheet is completely tarnished, while the surface of the copper sheet is corroded and discolored obviously. This shows that the corrosion of melamine resin coated red phosphorous flame retardant nylon is less than that of phenolic resin coated red phosphorous flame retardant nylon.
In conclusion, two kinds of flame-retardant enhanced PA66 materials were prepared by coating red phosphorus with melamine resin and phenolic resin. The two kinds of flame-retardant materials can reach 1.6mmV-0, can pass 775℃ glow-wire ignition temperature, and CTI can reach more than 450V.
The tensile strength and flexural strength of PA66 were enhanced by melamine coated red phosphorus, while the impact property of PA66 was better by phenolic coated red phosphorus. In addition, the smell of phenolic resin coated with red phosphorous flame retardant enhanced PA66 was less than that of melamine coated material, and the water absorption rate was lower. Melamine resin coated with red phosphorous flame retardant enhances the appearance of PA66 with less corrosion to metals.
Reference: Study on the flame retardant properties of PA66 coated with red phosphorus, Internet materials.
Post time: 27-05-22